

-
 金屬表面(miàn)處理及熱處理
金屬表面(miàn)處理及熱處理齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依...
-
 機械零部件加工和維修齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行...
機械零部件加工和維修齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行... -
 機床及機床附件修理齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行...
機床及機床附件修理齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行... -
 專業和通用設備維修齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行...
專業和通用設備維修齊哈爾衆工科技有限公司原名齊齊哈爾奧宇可鑫表面(miàn)工程技術有限公司,始建于2006年,依托國(guó)内國(guó)際行...


-
 中國(guó)天然氣股份有限公司 大慶石化分公司化工三廠 Pk-501丙烯尾氣壓縮機隔闆表面(miàn)修複 工 藝 說 明
中國(guó)天然氣股份有限公司 大慶石化分公司化工三廠 Pk-501丙烯尾氣壓縮機隔闆表面(miàn)修複 工 藝 說 明中國(guó)天然氣股份有限公司
大慶石化分公司化工三廠
Pk-501丙烯尾氣壓縮機隔闆表面(miàn)修複
工 藝 說 明
目 錄Ⅰ
一、設備概況
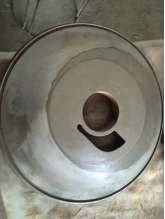
1、設備名稱及位号:Pk-501丙烯尾氣壓縮機隔闆,共3件。
2、修複位置:1号隔闆一側φ519mm端面(miàn)修複;2号隔闆一側φ519mm端面(miàn)修複,φ519mm端面(miàn)φ304.755mm×0.5mm凸台修複;3号隔闆φ508mm凸槽缺陷修複。關于1、2、3号隔闆是以尺寸定義,詳情如附件1圖紙所示。
(1)******直徑:φ519mm。
(2)厚度:1号隔闆40mm,2号隔闆35mm,1号隔闆50mm。
(3)内孔徑:φ117.5mm。
(1)1号隔闆端面(miàn)***大磨損深度0.50mm,修複外圓徑φ358.888mm,修複面(miàn)積36.11dm2。
(2)2号隔闆端面(miàn)***大磨損深度0.60mm,修複外圓徑φ358.888mm,修複後(hòu)的葉輪凸台高出端面(miàn)未磨損基準面(miàn)0.5mm,修複面(miàn)積65.27dm2。
(3)3号隔闆φ508mm凸槽缺陷:厚2.76mm,高4.3mm,弧長(cháng)97.7mm,******磨損深度4.3mm,修複面(miàn)積1.11dm2。
7、SiC塗層性質:具有較強的耐磨及耐腐蝕性,耐沖擊性較差,禁止使用重物敲擊SiC修複位置。
二、選用産品
根據Pk-501丙烯尾氣壓縮機隔闆腐蝕和汽蝕情況及運行的工況條件,我們選用美國(guó)、德國(guó)等以下進(jìn)口産品。
(1)高分子複合陶瓷(SiC塗層)。
(2)高分子複合耐腐耐磨顆粒陶瓷(SiC塗層)。
(3)金屬加強劑。
(4)******無殘留金屬表面(miàn)清洗劑。
(1)高分子複合陶瓷是一種(zhǒng)雙組份、高性能(néng)耐磨複合材料,主要成(chéng)分是高強度金屬碳化物、碳化矽和堅硬球形小顆粒陶瓷,具有高強度、耐磨蝕和腐蝕性能(néng),作爲耐磨蝕和耐腐蝕保護基層被(bèi)廣泛的應用于各種(zhǒng)化工設備及通用設備。适合應用于管道(dào)、水泵殼體、葉輪等防腐耐磨大面(miàn)積磨損修複。
(2)高分子顆粒陶瓷是一種(zhǒng)雙組份、填充陶瓷小顆粒、高性能(néng)表面(miàn)塗層材料,主要成(chéng)分是碳化矽、金屬碳化物和超硬陶瓷,具有良好(hǎo)的耐磨蝕和腐蝕性能(néng),作爲耐磨蝕和耐腐蝕保護塗層被(bèi)廣泛的應用于各種(zhǒng)化工設備及通用設備。适合應用于灰漿泵、水泵、風機、水輪機蝸殼、淨化煙道(dào)、氧化鋁粉輸送管道(dào)等内壁防腐耐磨局部或大面(miàn)積修複。
(3)金屬加強劑是一種(zhǒng)雙組份泥狀材料,配方中含有細合金顆粒。具有高抗壓強度、高沖擊韌性與耐磨化學(xué)性能(néng)。适用于交變沖擊重載荷設備的斷裂空洞修複。
(4)******無殘留金屬表面(miàn)清洗劑,能(néng)有效去除金屬基體表面(miàn)的油污及雜質。
3、主要産品參數:見表2-1。

表2-1 選用主要産品參數表
三、施工方案參數标準:GB/T1041-2008,GB/T6329-1996,GB/T7124-2008,GB/T9341-2008
1、檢測及準備:
(1)工件表面(miàn)清理除油,确定基準面(miàn)。
(2)基準面(miàn)标準公差檢測,工件修複位置缺陷尺寸檢測。
(3)确定修複工藝。
(4)材料、工裝準備。
(5)剪裁制作表面(miàn)積大于隔闆端面(miàn)******直徑的0.5mm厚度不鏽鋼帶,以葉輪外徑尺寸爲基準沖裁内孔。不鏽鋼帶平面(miàn)度±0.10mm。
2、表面(miàn)預處理:
爲達到******的耐腐蝕和耐磨損效果,在施工前必須進(jìn)行嚴格的表面(miàn)粗化處理和清洗,使施工表面(miàn)清潔、堅實并充分幹燥後(hòu)進(jìn)行施工,此外施工表面(miàn)應保證足夠的粗糙度。
(1)對(duì)所有要進(jìn)行修複防腐作業表面(miàn)進(jìn)行******清洗處理,將(jiāng)所有污物沖洗幹淨。
(2)機械加工去除去除原疲勞層、原塗層,至磨損******處。
(3)使用金屬加強劑産品預處理修複區域,處理後(hòu)檢查,從而确保達到表面(miàn)所需的粗糙程度要求。
(4)用******無殘留金屬表面(miàn)清洗劑對(duì)已經(jīng)過(guò)粗化處理的區域進(jìn)行清洗,******一切雜物、油污和殘留物,至表面(miàn)無任何雜質和油脂。
(5)産品的混合:將(jiāng)雙組份的産品按比例混合,混合應充分,使混合後(hòu)的材料顔色均勻一緻。
(6)産品的施用:施料時(shí)應注意厚度及密度均勻,應确保材料與母體表面(miàn)充分的接觸,使其達到******的結合效果。
嚴格控制各個環節,使修複後(hòu)的材料性能(néng)發(fā)揮到******。
3、塗層處理:
(1)預處理
用專用工具將(jiāng)混合好(hǎo)的高分子複合陶瓷塗裝在要修複的設備表面(miàn),保證塗層與要修複的設備表面(miàn)充分的接觸濕潤。
(2)過(guò)渡層
待過(guò)渡層高分子複合陶瓷塗層半固化時(shí),將(jiāng)混合好(hǎo)的高分子複合耐腐耐磨顆粒陶瓷和金屬加強劑填充在有缺陷及被(bèi)腐蝕的表面(miàn),特别是破損掉的部位和破損嚴重的部位進(jìn)行填充修複,使其恢複成(chéng)原有厚度和形體,留加工餘量,表面(miàn)無明顯缺陷或高點。确保高分子複合耐腐耐磨顆粒陶瓷塗層壓實。等高分子複合耐腐耐磨顆粒陶瓷和金屬加強劑半固化後(hòu),把表面(miàn)修複平整。
(3)工作層
待過(guò)渡層半固化時(shí),再將(jiāng)混合好(hǎo)的高分子複合耐腐耐磨顆粒陶瓷刷塗在修複位置的表面(miàn)。
(4)塗層施工要求
在塗層作業之間,不允許對(duì)作業表面(miàn)進(jìn)行污染。如果發(fā)生污染,則再次塗層作業之前,應當使用******無殘留清洗劑進(jìn)行清洗。塗層作業之間發(fā)生的污染會(huì)影響中間塗層的粘接性能(néng)。施工過(guò)程中,應保證耐磨層均勻緻密,避免漏塗。整個施工過(guò)程控制好(hǎo)現場适合溫度,保持恒溫和潔淨環境。
(5)加工複形
人工研磨固化後(hòu)的凸台塗層。研磨後(hòu)端面(miàn)表面(miàn)平整,無明顯高點或凹陷。平面(miàn)度控制在0.03mm内;以原端面(miàn)未磨損部位爲基準,凸台厚度高出端面(miàn)基準面(miàn)尺寸公差0.5±0.05mm,平行度控制在0.03mm内;凸槽SiC塗層,以原未磨損
 508mm凸槽爲基準尺寸偏差±0.10mm内。
508mm凸槽爲基準尺寸偏差±0.10mm内。
(6)清理邊角
清理SiC塗裝面(miàn)各孔邊緣,與孔的軸向(xiàng)角度圓滑過(guò)渡。
(1)檢測修複、加工位置是否有缺陷,若有則用高分子複合耐腐耐磨顆粒陶瓷修補、人工研磨恢複工藝中的尺寸。
(2)修複位置尺寸檢測。
四、質量控制
1、在修複施工過(guò)程中,随時(shí)檢查修複質量,表面(miàn)沒(méi)有因材料攪拌不均勻而産生的明顯色帶。
2、在修複施工過(guò)程中,應随時(shí)檢查塗層質量。在材料塗裝過(guò)程中,控制塗層的厚度。檢測塗層的漏刷,保證塗層的******性,避免微孔的出現。
3、塗層施工完成(chéng)後(hòu)應進(jìn)行外觀檢查,塗層應光滑平、顔色一緻,無氣泡、剝落、漏刷和起(qǐ)皺等缺陷。
4、修複後(hòu)的隔闆與葉輪配合間隙符合裝配要求,運行正常。
-
 設備SiC陶瓷塗裝修複簡介
設備SiC陶瓷塗裝修複簡介一、适用範圍
根據吸收塔攪拌器葉輪實際破損狀況和實際的運行情況,我們選擇國(guó)内******進(jìn)的冷噴塗技術對(duì)其進(jìn)行處理,對(duì)整體磨損、腐蝕部分進(jìn)行填充式修複,使吸收塔攪拌器葉輪恢複原來的形體;然後(hòu)對(duì)該設備整體做一個防腐耐磨的防護,從而使吸收塔攪拌器葉輪恢複原狀和性能(néng),延長(cháng)使用壽命。該防腐耐磨施工工藝方案,根據濕法脫硫工藝的吸收塔攪拌器葉輪磨損腐蝕而制定,采用美國(guó)和德國(guó)進(jìn)口高分子複合陶瓷、sic顆粒、金屬加強劑、惰性金屬表面(miàn)活化劑等材料對(duì)損壞吸收塔攪拌器葉輪進(jìn)行修複和防腐耐磨防護。
二、選用産品
根據吸收塔攪拌器葉輪磨損、腐蝕情況及運行的工況條件,我們選用美國(guó)、德國(guó)等以下進(jìn)口産品:
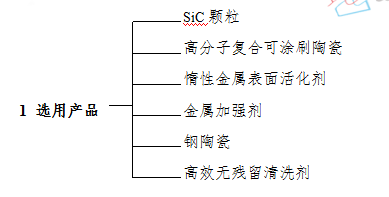
2 材料說明
Sic顆粒 一種(zhǒng)雙組份泥狀材料,主要成(chéng)分碳化矽,以保護設備不受細顆粒的磨損。可用于重建、修複和保護泵殼體、葉輪、磨煤機出入口、彎管、斜槽、旋流器和其他材料加工金屬設備。具體參數如下:
******工作溫度
280℃
抗壓強度
200Mpa
剪切強度
40Mpa
拉伸強度
80 Mpa
彎曲強度
78 Mpa
硬度
肖氏D90(HRC75)
耐腐蝕能(néng)力
耐受PH值2-12
耐受氯離子濃度
4000-8000ppm
高分子複合可塗刷陶瓷 一種(zhǒng)雙組份、高性能(néng)表面(miàn)塗層材料,主要成(chéng)分是碳化矽和陶瓷粉,所以具有良好(hǎo)的耐磨蝕和腐蝕性能(néng),作爲耐腐蝕保護塗層被(bèi)廣泛的應用于各種(zhǒng)化工設備及通用設備。尤其适合應用于葉輪、泵體、罐體、冷卻塔的内壁防腐耐磨。
鋼陶瓷 一種(zhǒng)雙組份産品,是一種(zhǒng)廣泛用于修複和維護各種(zhǒng)金屬和合金的金屬陶瓷聚合物。完全固化後(hòu)鋼陶瓷能(néng)抵抗各種(zhǒng)介質引起(qǐ)的應力,如酸、苛性堿溶液、溶劑、鹽、氣體等,具有良好(hǎo)的熱學(xué)、力學(xué)和化學(xué)性能(néng)
******工作溫度
260℃
抗壓強度
189Mpa
剪切強度
38Mpa
拉伸強度
75 Mpa
彎曲強度
74 Mpa
硬度
肖氏D90(HRC75)
耐腐蝕能(néng)力
耐受PH值2-12
耐受氯離子濃度
4000-8000ppm
金屬加強劑 一種(zhǒng)雙組份泥狀材料,配方中含有細合金顆粒。具有高抗壓強度與耐化學(xué)性能(néng)。适用于不鏽鋼金屬,交變沖擊重載荷設備的斷裂空洞修複。
惰性金屬表面(miàn)活化劑 用來活化惰性金屬表面(miàn)分子,使原本不活潑金屬表面(miàn)活躍起(qǐ)來。
******無殘留金屬表面(miàn)清洗劑 能(néng)有效去除金屬基體表面(miàn)的油污及酸堿雜質。
三、工藝簡介
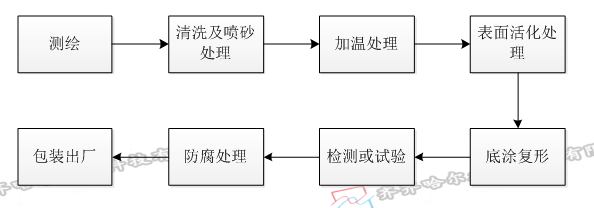
圖1 簡要流程圖
1、預處理:
(1)將(jiāng)所有要進(jìn)行修複防腐作業表面(miàn)進(jìn)行清洗預處理,將(jiāng)所有污物沖洗幹淨。
(2)使用高分子複合材料和金屬加強劑産品對(duì)于預處理區域,應進(jìn)行随機檢查,從而确保達到表面(miàn)所需的噴砂作業(粗糙程度)要求。
(3)用******無殘留金屬表面(miàn)清洗劑對(duì)已經(jīng)過(guò)噴砂處理的區域反複清洗,******一切雜物、油污和酸堿殘留物,至表面(miàn)無任何雜質和油脂。
(4)配比:將(jiāng)基料與固化劑按産品要求的比例混合,混合應充分,使混合後(hòu)的材料顔色均勻一緻。
(5)施料:注意用力和均勻,應确保材料與母體表面(miàn)充分的接觸,使其達到******的粘接效果。
2、塗層:
(1)******層
用惰性金屬表面(miàn)活化劑活化惰性金屬表面(miàn)分子,使原本不活潑金屬表面(miàn)轉變爲活潑金屬表面(miàn)。然後(hòu)用專用工具將(jiāng)混合好(hǎo)的高分子複合陶瓷防護劑用力塗刷在要修複的設備表面(miàn),保證塗層與要修複的設備表面(miàn)充分的接觸濕潤。
(2)第二層
待******次塗層高分子複合陶瓷防護劑半固化時(shí),再將(jiāng)混合好(hǎo)的高分子複合耐腐耐磨顆粒防護劑和金屬加強劑填充在有缺陷及被(bèi)腐蝕的表面(miàn),特别是破損掉的部位和破損嚴重的部位進(jìn)行填充修複,使其恢複成(chéng)原有厚度和形體,确保高分子複合耐腐耐磨顆粒防護劑塗層壓實。等高分子複合顆粒防護劑和金屬加強劑,半固化後(hòu),把表面(miàn)修複平整。
(3)第三層
待第二次塗層半固化時(shí),再將(jiāng)混合好(hǎo)的高分子複合陶瓷防護劑,刷塗在設備的表面(miàn)
(4)第四層
待第三次塗層半固化時(shí),將(jiāng)再刷一層高分子複合陶瓷防護劑。在塗層作業之間,不允許對(duì)作業表面(miàn)進(jìn)行污染。如果發(fā)生污染,則再次塗層作業之前,應當使用******無殘留清洗劑進(jìn)行清洗。 塗層作業之間發(fā)生的污染會(huì)影響中間塗層的粘接性能(néng)。施工過(guò)程中,應保證耐磨層均勻緻密,避免漏塗。整個施工過(guò)程控制好(hǎo)現場适合溫度,保持恒溫和潔淨環境。
3、質量保證:
(1)在修複施工過(guò)程中,随時(shí)檢查修複質量,表面(miàn)沒(méi)有因材料攪拌不均勻而産生的明顯色帶。
(2)在修複施工過(guò)程中,應随時(shí)檢查塗層質量。控制塗層的厚度,由于産品的不收縮性和抗下陷性可以保證。
(3)塗層施工完成(chéng)後(hòu)應進(jìn)行外觀檢查,塗層應光滑平、顔色一緻,無氣泡、剝落、漏刷和起(qǐ)皺等缺陷。
(4)修複後(hòu)的設備,保證配合間隙符合裝配要求,不發(fā)生摩擦、漏流,運行正常。
四、近期業績報告
近年來随著(zhe)公司的穩定發(fā)展,業務能(néng)力不斷擴大,先後(hòu)和全國(guó)衆多化工廠、電廠廠方等,以及各大科研單位進(jìn)行了多次合作,并受到了客戶們的一直好(hǎo)評。以下是我們合作過(guò)的一些主要企業名錄及施工項目。
1、中國(guó)石油天然氣股份有限公司大慶石化分公司化工一廠
項目:急冷水泵殼、污水泵殼SiC防腐耐磨塗裝
時(shí)間:2017年4月、6月
修複前:


修複後(hòu):


2、中國(guó)石油天然氣股份有限公司大慶石化分公司化工二廠
項目:換熱器管闆修複現場施工
時(shí)間:2016年4月
2、中國(guó)石油天然氣股份有限公司大慶石化分公司化工二廠
項目:換熱器管闆修複現場施工
時(shí)間:2016年4月
修複前:


現場:


修複後(hòu):


3、中國(guó)石油天然氣股份有限公司大慶石化分公司化工三廠
項目:PK501隔闆表面(miàn)SiC塗層
時(shí)間:2017年4月
修複前:


修複後(hòu):


4、中國(guó)石油天然氣股份有限公司哈爾濱石化分公司
項目:低溫循環水泵修複
時(shí)間:2017年5月
修複前:



修複後(hòu):


5、國(guó)電北安熱電有限公司
項目:脫硫循環泵殼體修複現場施工,葉輪修複
時(shí)間:2017年8月
修複前:





修複後(hòu):





6、華能(néng)佳木斯熱電廠
項目:推力盤軸承位磨損修複、葉輪攪拌器修複、蝸殼修複現場施工
時(shí)間:2016年8月、2017年8月、2017年8月
修複前:


葉輪動平衡:

修複後(hòu):


7、中國(guó)華電集團哈爾濱發(fā)電有限公司
項目:漿液循環泵修複
時(shí)間:2017年6月
修複前:


修複後(hòu):
8、鵬程北方糖業有限公司
項目:給排水車間配件修複
時(shí)間:2017年8月
修複前:



修複後(hòu):


-
 激光熔覆技術依托國(guó)内國(guó)際行業領先的修複技術,開(kāi)展機械零件特種(zhǒng)修複。
激光熔覆技術依托國(guó)内國(guó)際行業領先的修複技術,開(kāi)展機械零件特種(zhǒng)修複。 -
 膠粘技術依托國(guó)内國(guó)際行業領先的修複技術,開(kāi)展機械零件特種(zhǒng)修複。
膠粘技術依托國(guó)内國(guó)際行業領先的修複技術,開(kāi)展機械零件特種(zhǒng)修複。 -
 電刷鍍技術
電刷鍍技術 -
 常溫冷熔技術
常溫冷熔技術
